Processing Process
Raw Material—mixer—conical twin screw extruder—mould and calibrator—vacuum forming machine— spraying cooling machine—haul-off machine—cutting unit—belling machine—stacker.
| Model | 50B | 50C | 63B |
| Pipe Range (mm) | 16-50 | 16-50 | 16-63 |
| Screw Model | 51/105 | 65/132 | 65/132 |
| Throughput (kg) | 200 | 250 | 280 |
Mixer
Optimized design by experienced engineer
Self-friction as the heating source, energy efficiency as result
Vaccum suction loading for low noise and no-dust working situation
Spiral loading after mixing for keeping mixture composition
Automatic Heating and Reloading

Specifications
Video
Line Details

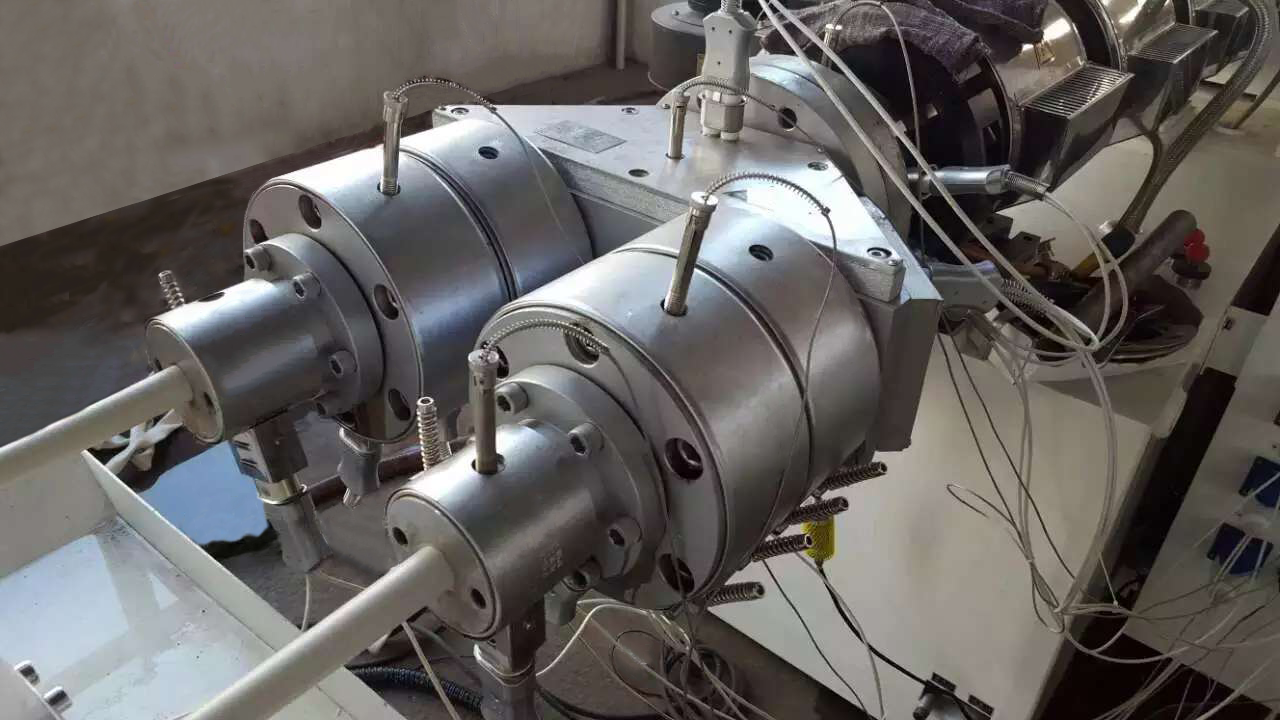
Conical Twin Screw Extruder
Special design for gentle processing of PVC powder
permanent magnet synchronous motor for reducing around 10% energy consumption comparing with DC or AC Motor.
Operator oriented operation logic for clever and easy operation during production
Touch screen (optional) for an integrated information management and easy operation

Mould
Specially design for flow channel for superb pipe shaping and reasonable melt pressure.
The large compression ratio ensures the excellent plasticizing effect.

Vacuum Calibration & Cooling
Separately cooling system for double strand with independent pumps system.
frequency conversion vacuum control system for constant vacuum environment with lowest energy consumption.

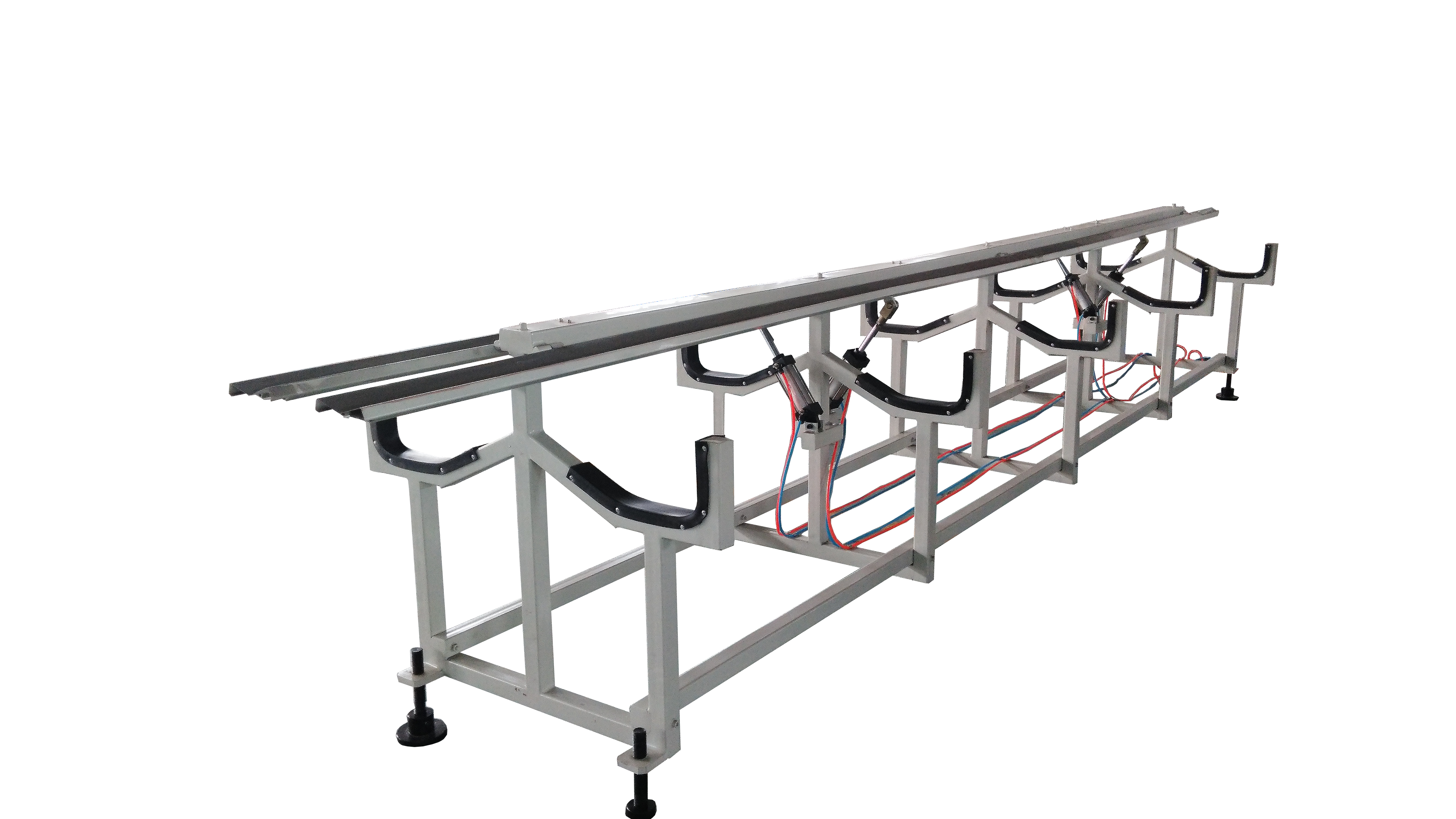
Haul-off & cutter combination
Servo Motor and high-quality reducer for synchronized movement of belt or caterpillar
Customized hauling concept adopted based on certain production requirement
Suitable cutting concept based on production requirement
high accuracy encoder ensures a precise and stable cutting length
Hauling-off and cutting combination is optional with the advantage of space saving.

Belling
Two heating position for on-time belling by high line speed
Energy saving by automatic switch of heating element
Customized cooling concept based on production requirement
Pneumatic Stacker
Stable stacker structure and pneumatic driven for pipe reloading
Moving action controlled by PLC program
Separate control for both extrusion strand
Detailes and Produced product